- 埼玉の山田錦で醸す、新たな伝統の一杯
―― 140年の歴史に刻む、麻原酒造の挑戦。 - 「純米大吟醸 大香の蔵」は、 数量限定となります 。
オンラインで購入できるのは IBUSHIGIN限定100本のみ です。 -
はじめに
- はじめまして。埼玉県毛呂山町にある麻原酒造で杜氏を務めております、糸魚川有紀と申します。
明治15年の創業以来、麻原酒造は140年にわたり埼玉の地で酒づくりを続けてきました。 -
- このたび麻原酒造として新たに挑戦したのは、埼玉県加須市で栽培された酒米の王様「山田錦」を用いた、『純米大吟醸 大香の蔵(たいこうのくら)』です。
毛呂山町の蔵の井戸水、自社で代々受け継がれてきた酵母、そして加須の農家の方々が丹精込めて育てた山田錦。
まさに「埼玉県の恵み」を結集させた一本となりました。
このプロジェクトを通して、地域の恵みと麻原酒造のこだわりを知っていただければ幸いです。
数量限定仕込み、かつオンラインではIBUSHIGINクラウドファンディングのみで取り扱っております。
このクラウドファンディングを通じて、ここでしか出会えない特別な「純米大吟醸 大香の蔵」を、ぜひ多くの皆さまに味わっていただければ幸いです。
―― そしてもう一つ。麻原酒造の“新しい挑戦”として誕生した『ヨーグルトのお酒』も同時にIBUSHIGINクラウドファンディングにて公開中です。こちらもぜひあわせてご覧ください。 -
プロジェクトの背景
-
- 「純米大吟醸 大香の蔵」で使用する酒米は、埼玉県加須市で育てられた酒米の王様「山田錦」です。
本来、山田錦は兵庫県を中心に栽培されてきた品種で、気候や土壌条件に非常に敏感なため、限られた環境でしか安定した栽培が難しいとされてきました。
そのため、埼玉県をはじめ他県での安定的な収穫は長らく実現できていませんでした。
麻原酒造では、かつては埼玉県産の山田錦を使った酒造りを行っていましたが、やがて原料の確保が困難になり、県産山田錦を使った日本酒は途絶えてしまいました。
そうした中、近年埼玉県加須市の農家の方々が試行錯誤を重ね、ついに仕込みに十分な量の山田錦の収穫に成功しました。
その知らせを受けたとき、私たちの心に強く芽生えたのは、
「加須の地で育った山田錦を、地元の水と酵母で醸し、埼玉ならではの純米大吟醸を造りたい」という想いでした。
こうして誕生したのが、今回の「純米大吟醸 大香の蔵」です。
実は、『大香の蔵』という銘柄は、20数年前にも造られており、当時は吟醸酒人気の高まりの中で、香りを重視した酒として販売されていました。
しかしその後、しばらくのあいだ造られることはなく、蔵のラインナップから姿を消していました。
そしてこのたび、埼玉県加須市で育まれた酒米・山田錦との出会いをきっかけに、再び『大香の蔵』という銘柄名を復活させることとなりました。
蔵に受け継がれてきた井戸水や自社酵母とともに、埼玉の恵みを結集させた新たな純米大吟醸としてよみがえりました。 -
「純米大吟醸 大香の蔵」のこだわり
- ◆ 加須市で育った「酒米の王様」山田錦
山田錦は酒米の最高峰とされ、その気候適性から兵庫県を中心に栽培されてきました。
埼玉での栽培は難しいと長らく言われてきましたが、加須市の生産者の方々が粘り強く挑戦を続け、ようやく安定した収穫を迎えられるようになりました。
その米を麻原酒造として初めて扱うことになった今回の仕込み。
埼玉・加須で育った山田錦を、蔵の井戸水と自社酵母で仕込んだ、地域の恵みを結集した純米大吟醸です。
加須市産の山田錦を使うことは、私たちにとって“埼玉県、地域と歩む証”でもあります。 -
- ◆ 初めての原料に挑む緊張感
山田錦は「大粒で心白が大きい」ことが特徴ですが、加須で収穫された米がどのような性質を持っているのか、仕込み前には誰にも分かりませんでした。
実際に扱ってみると、
・吸水の速度が想定以上に早い
・蒸かすと芯の残り方が微妙に違う
といった特徴があり、洗米・吸水・蒸しの工程で何度も調整を繰り返す必要がありました。
米が持つ個性を壊さずにどう活かすか。
蔵人全員で試行錯誤を重ね、まるで“新しい言葉を学ぶように”米と向き合い続けました。 -
- ◆ 自社酵母との組み合わせ
麻原酒造が代々受け継いできた自社酵母は、香りに重厚さをもたらすのが特徴です。
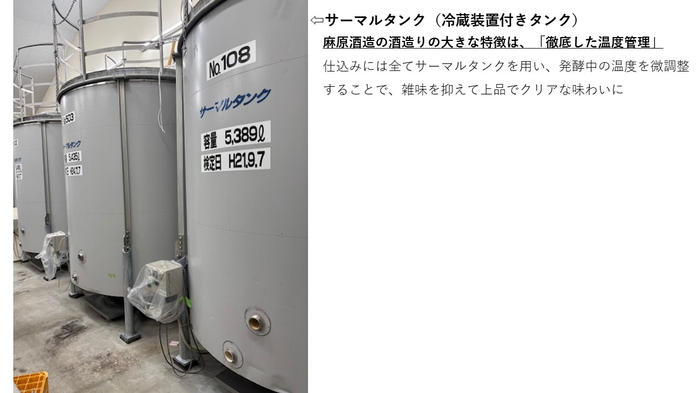
バナナやバニラを思わせる香りに、山田錦のふくらみある旨味が合わさることで、奥行きのある純米大吟醸へと仕上がります。 - ◆ 造りのこだわり ― 徹底した温度管理
麻原酒造の酒造りの大きな特徴は、「温度管理を徹底すること」にあります。
仕込みには全てサーマルタンク(冷蔵装置付きタンク)を用い、発酵中の温度を細やかに調整。
もろみの状態を常に見極め、雑味を抑えて上品でクリアな味わいを目指しています。 -
- さらに「搾り」の工程も、薮田式の機械を冷蔵庫内に設置し、最後まで温度を保ちながら行います。発酵から搾りに至るまで一貫して温度を管理することで、透明感のある飲み口が実現できるのです。
また「純米大吟醸 大香の蔵」では特に、発酵の要となる水分量や麹の働きを、日々細かく観察しながら“ぎりぎりの最適点”で管理しています。
わずかな加減で雑味が出たり、逆に発酵が止まってしまうこともある——そんな難しさと常に向き合うことで、この純米大吟醸ならではの澄んだ味わいが生まれます。 - ◆ 無濾過原酒に込めた想い
完成したお酒は「無濾過原酒」として瓶詰めしました。
濾過や加水をせず、搾ったままの姿をそのまま閉じ込める。
これは蔵としての覚悟でもあります。
加須の大地が育んだ米の力強さと、自社酵母が引き出す香りを、余すところなく味わっていただきたい。
その想いから、あえて手を加えず“ありのままの姿”でお届けすることを選びました。
◆ 「大香の蔵」という名に込めた願い
「大香の蔵」という名には、自社酵母が生み出す芳醇な香りを大きく花開かせたいという想いが込められています。
加須市産の山田錦を用い、地域の恵みを香り高く表現する――。
蔵の伝統を背負いながら、新たに生まれた純米大吟醸の象徴として、この名を冠しました。 -
-
商品紹介 ― 純米大吟醸「大香の蔵」
- 製造数量に限りがあり、今季分は売り切れ次第終了となります。
オンラインでご購入いただけるのは クラウドファンディングIBUSHIGINでの100本限定 です。
この機会にぜひ味わっていただければ幸いです。 -
- ◆香りの特徴
自社酵母由来の、バナナやバニラを思わせる重厚感のある香り。
◆味わい
純米大吟醸らしい上品さを持ちながらも、山田錦ならではのお米の旨味をしっかりと感じられる、深みのある味わい。
精米歩合50%、アルコール度数16%。米の持つ力を丁寧に引き出し、上品でバランスの取れた一本に仕上げました。
◆飲み頃温度
冷やして 5〜10℃ でお楽しみいただくのがおすすめです。
◆料理との相性
鶏の水炊き、根菜の煮物、旬の和食全般。
食中酒として、料理の旨味を引き立てながら杯が進む一本です。 -
関連プロジェクトのご紹介
- 麻原酒造では「伝統の承継」とともに、新たな「挑戦」にも励んでおります。
- 日高市加藤牧場の生乳100%のヨーグルトを使い、試行錯誤のうえ完成したクラフトリキュール。
麻原酒造が”実験的で自由な発想から生まれる、新しいお酒のかたち”を目指して立ち上げた新シリーズ『CRAFT LAB』第一弾! -
麻原酒造の歴史と伝統
- 麻原酒造の歩みは、明治15年(1882年)、近江商人の初代・麻原善次郎が埼玉県毛呂山の地で清酒造りを始めたことに始まります。
「誠実に、正直に造った酒は必ず人に伝わる」――その信念を基に、140年にわたり酒造りを続けてきました。 -
- その理念を象徴するブランドが、清酒「琵琶のさざなみ」です。
創業者の故郷・滋賀の琵琶湖畔に由来する名で、「小さなさざ波のように、静かに広がっていく酒でありたい」という願いが込められています。
派手さよりも誠実さを大切に、暮らしのそばで親しまれる酒を目指してきた歴史は、今も脈々と受け継がれています。
「大香の蔵」は、その伝統の延長線上にある新しい挑戦であり、麻原酒造の歴史と加須の恵みが重なり合って生まれた純米大吟醸です。 -
さいごに
- 最後まで私たちのページをご覧いただきましてありがとうございました。
国内外で和食文化が広がり、日本酒への注目はますます高まっています。
私たちはこれからも、地域の恵みを活かした酒造りを続けながら、新しい可能性を切り拓いていきます。
どうぞこの機会に、「埼玉の素材を活かした酒造り」を知っていただき、麻原酒造のこだわりを感じていただければ幸いです。
皆さまの温かいご支援を心よりお願い申し上げます。 - ※20歳未満の飲酒は法律で禁止されています